
By Jennifer Heathcote, GEW, Inc.
This article originally was published in UV+EB Technology (www.uvebtechnology.com) and has been updated.
The list of viable UV LED applications continues to grow – as does the number of system suppliers, formulators and original equipment manufacturer (OEM) machine builders supporting those applications. This ongoing increase in activity bodes well for the present and future of UV LED technology. As a result, those who aren’t already investigating its suitability for their own curing needs may find it is time to start. For newcomers, as well as those who have been following or even using the technology for years, this article is meant to provide insight into the growing UV LED market space and to offer general guidance regarding how to match a UV LED curing system to the needs of a given application.
UV output
Inks, coatings, adhesives and extrusions are formulated to react to a given UV LED output under a specific set of process conditions. For each application and formulation, there is a UV process window within which acceptable cure can be achieved. This window is not narrow, but there is an optimal set of wavelengths as well as a minimum and maximum irradiance and total energy density combination that results in proper cure. Consistently operating within this window better ensures maximum material handling speeds, a non-tacky surface, depth of cure, post-cure migration within established limits, optimized production yields, product quality over time and optimal product life within the intended use among other desired performance criteria.
UV LED technology performs well when UV output is correctly matched to the needs of the application and paired with a suitably formulated ink, coating, adhesive or extrusion. Unfortunately, there is no universal UV LED system or process window that works equally well for all applications across all markets and machine types. The UV LED solution and its output must be chosen for the formulation, coat weight, plant or shop environment and the configuration and speed of the material-handling system.
A benefit of UV LED technology is that the discrete nature of LEDs allows for a much wider range of curing system designs that can better fit the needs of each unique application. This allows both lamp head form factor and UV output to be tailored to the respective markets and applications, resulting in much more efficient and economical UV LED curing solutions when compared to conventional curing technology. As a consequence, this also means there is a wide disparity in cure performance among commercially available vendor offerings since the inherent designs can be very, very different, and those differences are not always obvious to OEMs and end users.
Application evolution
UV digital inkjet pinning and full-cure in both scanning carriage and narrow single-pass printers, screen printing and spot-cure bonding adhesives used in product assembly were the first applications to adopt UV LED curing in the mid to late 2000s. What these early applications had in common was slower line speeds and longer part processing times. While the irradiance (watts/cm2) emitted from a single UV LED system during those early years was low, it was possible to deliver just enough irradiance by mounting the lamp head within 10 to 15 mm (0.4 – 0.6 inches) of the cure surface. For energy density, the solution was longer periods of exposure in static installations and utilizing multiple passes in dynamic ones.
Early UV LED applications required lamp lengths that were typically less than 450 mm (17.7 inches). When combined with the fact that many applications required just one or two lamps to achieve cure at speed, the total commercial investment was significantly less than systems needed for wider, high-speed commercial presses that needed multiple lamps and wider lamps. All these factors were crucial, as early UV LED systems were not very powerful and often were more expensive than conventional options.
Over the past 20 years, UV LED technology has improved dramatically in terms of performance, reliability, life, output and length. In fact, single span lamp heads are now available in lengths up to 2 meters (78 inches) and lamp life often exceeds 40,000 hours. In addition, many formulations are now specifically optimized for UV LED output. The market is also better at matching the UV LED system to the needs of the process window, and the price points of both equipment and formulations have improved due to economies of scale and more competition throughout the supply chain. This has allowed UV LED curing technology to move beyond UV digital inkjet, spot cure, and screen into more demanding, higher speed and wider commercial applications – both analog and digital. This includes sheetfed and web offset, dry offset, flexo, wood coating and finishing, and fiber optic coating.
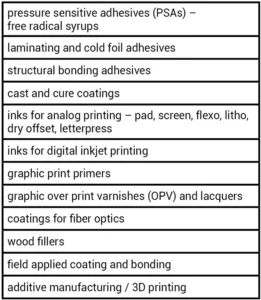
Table 1 represents areas where UV LED technology is increasingly being used today – albeit at varying levels of market penetration and not necessarily for all applications within each market segment – but that will continue to improve with time. Different UV LED lamp designs, as well as application-specific formulations, are needed to make the many diverse printing, coating and bonding processes feasible. As a result, it is important that, for each application, there be a strong working relationship among all parties – UV LED curing system supplier, formulator, OEM machine builder, integrator and end user. In all cases, a viable UV LED solution can be achieved with some trial and error and process optimization provided a viable formulation exists. It all comes down to identifying the process variables and matching the UV LED system to the application, formulation and material-handling equipment.
Matching UV LED systems to the application, formulation and material-handling equipment
There is an ever-increasing abundance of UV LED curing systems and vendors from which to choose. All claim very similar product features and operational benefits, with the most obvious differentiators being peak irradiance, cooling method, lamp form factor and system integration. Unfortunately, knowledge of these alone is insufficient for matching UV LED curing systems to a given application. Technical spec sheets rarely provide explanations as to why product(s) are best suited for a given application and seldom reference nominal electrical input power and energy density at a given web, sheet or part speed. When matching a UV LED curing system, the following general guidelines should be considered.
Final cure properties
The desired mechanical, chemical, functional and aesthetic properties of the final cure as well as the intended product use should be specified and are instrumental in driving the formulation chemistry and, ultimately, whether a UV LED cured solution is possible today. For example, inks, varnishes and free radical syrup adhesives generally cure well with LED and meet most graphic print requirements. Silicone release, UV hotmelt, and industrial hard coats, however, are still very much in development and years away from wide-scale commercial availability.
Wavelength
Commercial curing wavelengths currently include 365, 385, 395 and 405 nm. For most ink applications, 395 nm is the preferred wavelength, with 365 and 385 nm wavelengths used to a lesser degree. Structural bonding adhesives typically work best with 365 or 405 nm, depending on the formulation, but also cure similarly with 385 or 395 nm. Overprint varnishes tend to match the ink wavelength of 395 nm, and when it comes to industrial coatings – both functional and hard – there is no consensus, as development is still ongoing.
Irradiance window
The formulation chemistry must be cured within a minimum and maximum peak irradiance (watts/cm2). Operating below a minimum irradiance will result in insufficient cure. Increasing irradiance beyond the maximum does not necessarily produce better results than curing within the established irradiance window, provided the lamp emits enough energy density. Unfortunately, there is no universal irradiance that meets the needs of all formulations. Each market application is different, with the optimal emitted irradiance at the window spanning anywhere from a few hundred mW/cm2 up to and even beyond 30 W/cm2. More important than the emitted irradiance, however, is the actual irradiance that is delivered to the substrate cure surface, as irradiance decreases with the square of distance traveled. Since a watt is a joule/second, irradiance can be rewritten as joules/second/cm2 and is the rate at which ultraviolet energy is emitted from the UV LED lamp head. It is important to note that once the irradiance saturates the chemistry’s ability to absorb ultraviolet wavelengths, excess irradiance converts to thermal energy at the cure surface.
Energy density window
The formulation and manufacturing line speed determine the energy density (joules/cm2) needed to fully react the chemistry. A greater energy density results in a better overall cure, allows for a faster line speed and sometimes enables a lower peak irradiance. Not all UV LED systems emitting the same peak irradiance deliver the same energy density. Energy density can be increased by using a lamp which, by design, emits greater energy density, using multiple lamps in combination, slowing the line speed or increasing exposure time.
Working distance
This is defined as the offset between the UV LED emitting window and the cure surface. It must be specified for the application and machine set-up, as irradiance decreases quickly with distance. To accommodate greater working distances, consider more powerful lamps (either greater irradiance, greater energy density or both) or an LED solution that incorporates optics or reflectors to contain or collimate the UV wavelengths over a specified distance.
Cooling mechanism
The plant environment, preference of the OEM or end user and UV LED system design determine whether the cooling mechanism is forced air or circulated water. Not all UV LED products are available in air-cooled variations, and higher-powered systems typically are water cooled. Air-cooling can be either positive where air is pushed into the lamp head and exhausted to the press environment or negative where air is pulled through the lamp head from the press environment and ducted away. Since UV LED systems do not emit ozone, it is not necessary to exhaust the cooling air outside the facility.
Mounting space
The mounting location and machine set-up determine the allowable space for the UV LED head. Water-cooled systems are generally more compact than air-cooled systems. Air-cooled systems also require a minimum clearance around air inlets and outlets to ensure adequate circulation and heat dissipation.
Optics and shielding
The lamp proximity and orientation to unwanted cure surfaces influences the use of optics and shielding. Care should be exercised to ensure that UV rays are blocked from digital inkjet print heads, ink and coating pans, and heat-sensitive materials on the machine. In addition, all light should be shielded from direct line of sight with the operator.
Drastic part profile
Industrial applications with drastic part surface profiles, cure surfaces or manufacturing lines that require LED lamps to be mounted at greater distances (several inches or more), and the need for incredibly hard, scratch and chemically resistant UV LED top coats are still a bit of a challenge and should be considered in-development for the foreseeable future.
More recently, regulatory pressure to find alternatives to mercury vapor lamps, sustainability initiatives and a global energy crisis are driving more rapid adoption of UV LED curing systems and spearheading innovation within the chemical formulations. While development is ongoing, UV LED curing technology is becoming the preferred UV source in a growing number of applications. Despite the inability to use the exact same system interchangeably across applications and machine types, there do exist UV LED solution sets that meet the needs of many applications. While OEMs may default to an established LED curing device on new machines and retrofits, it always is recommended that end users confirm through testing or by referencing previous installations that the correct system was matched to the specific needs of the process. Follow the guidelines in this article and work closely with the UV LED curing system supplier, formulators, OEM machine builders, integrators and end users to ensure greater overall UV LED curing success.
Jennifer Heathcote is a subject matter expert on mercury vapor and LED UV curing systems as well as their use across a broad range of graphic arts, product decorating, and industrial coating and converting applications. Heathcote earned her Bachelor of Science in Mechanical Engineering from Purdue University and her MBA from the Fisher College of Business at The Ohio State University. Heathcote is a current board member of RadTech North America and is VP of business development at GEW, Inc. For more information, visit www.gewuv.com.