

5 tips to instantly become more innovative
By Susan Robertson, Harvard lecturer and innovation consultant
When you really need new ideas or fresh thinking or a creative solution to a challenge, a typical, day-to-day approach in your thinking is not the optimal process. Using the same old thinking will simply lead you to the same old ideas you’ve already had or tried before. Instead, you need to do something different that will stimulate your brain in diverse ways and shift your perspective on the issues. Here are some ways to ensure you (and your team) shake up your thinking so that you actually come up with the fresh, new ideas you need.
1. Change your environment. Get outside your own conference room or office. Debrief the latest research results or industry report in an art museum. Or take your team to the zoo with the objective of coming back with new ideas. Depending on what part of the country you’re in, you could send your teams to the Mall of America, Walt Disney World or a trendy area of Manhattan to look for inspiration and new ideas.
If you can’t physically get out of the office, then find a way to get out metaphorically. Ask people to imagine how they would solve the problem at hand if they lived in Antarctica, or if viewed from the perspective of a submarine captain.
2. Bring outsiders in. Overtly invite other perspectives into your discovery and idea generation processes. For example, for a project on new packaging and product ideas for a beverage company, invite a boat designer, a rainwater management expert, a sculptor and a water-park designer (among others). Your project team will be amazed at the range and diversity of new ideas that come when they are exposed to new perspectives on their challenge. They’ll think of ideas they’ll agree they never would have arrived at on their own – due to their own embedded assumptions about the topic.
3. Truly engage with your customers. Don’t rely solely on second-hand data to understand your customers’ needs. You need to actually talk to them. Go to their homes or offices to see the problems they need solutions for.
All too often teams looking for an idea generation project will say, “We don’t need to do any discovery in advance because we already have ‘lots of data.’” This should always make you wary, because it usually means they have numerous reports with reams of statistics about customers. Unfortunately, it rarely means they have discovered any real new insight into customer needs.
If you’re expecting your team to understand the customer by reading a deck or attending a Power Point presentation, challenge yourself to find a more engaging and interactive process. It will be far more effective to immerse your team in real customer understanding.
4. Question everything. Do some specific exercises that force people to confront and challenge their subconscious assumptions about the topic. An easy way to do this is to first ask for ideas that the team thinks would solve the problem, but they probably couldn’t implement for some reason.
Then, ask them to reframe each idea by saying “We might be able to implement this idea IF … ” What comes behind the “ifs” will help surface a lot of assumptions people have that may or may not actually be barriers. Of course, some of the barriers will turn out to be real, in which case, don’t spend more time on those ideas. But in every case that I’ve ever done this with client teams, they also discover many supposed barriers that they could actually solve for.
5. Let some crazy in the room. The academic definition of creative thinking is “the process of coming up with new and useful ideas.” The only way to get new ideas is to start with seemingly crazy ideas. Every truly innovative idea seems a little crazy at first. If you only start with ideas that are comfortable or clearly easy to implement, they’re probably not very new.
So, encourage people to throw in extremely wild ideas. Then, play a game called “If We Could.” Instruct the team to temporarily let go of the problems in the idea and ask, “If we could implement this idea, what would be the benefit(s)?” Once you have identified the benefits of each crazy idea, narrow down to the most promising few and ask the team to look for possible solutions to the barriers.
A team was on the verge of killing a truly original idea for a new kids’ cereal, because they didn’t know how to create the critical component. However, after “If We Could,” they agreed the idea was so interesting and unique that they needed to explore it. The R&D team made a few calls to other experts, and within a few weeks, they had solved it. This idea resulted in the most successful new product launch in the brand’s history!
It is unfortunately all too easy to simply approach every new challenge using our typical day-to-day thinking. It feels familiar, it’s easy to access that type of thinking, and it works on most daily challenges. So, you subconsciously assume it will work on any challenge. But it’s incredibly helpful to do some meta-analysis on your thinking. I.e., think about how you’re thinking. Not every problem will benefit from the same type of thinking. Once you recognize that this new situation needs new thinking, it’s fairly easy to do some things to shift to a more productive mode for this particular challenge. Then shift back to the more familiar day to day thinking for your daily tasks.
 Susan Robertson empowers individuals, teams and organizations to more nimbly adapt to change, by transforming thinking from “why we can’t” to “how might we?” She is a creative thinking expert with over 20 years of experience speaking and coaching in Fortune 500 companies. As an instructor on applied creativity at Harvard, Robertson brings a scientific foundation to enhancing human creativity. To learn more, go to https://susanrobertson.co/.
Susan Robertson empowers individuals, teams and organizations to more nimbly adapt to change, by transforming thinking from “why we can’t” to “how might we?” She is a creative thinking expert with over 20 years of experience speaking and coaching in Fortune 500 companies. As an instructor on applied creativity at Harvard, Robertson brings a scientific foundation to enhancing human creativity. To learn more, go to https://susanrobertson.co/.

 While there’s nothing unusual about a Smyth-sewn book, what makes this one stand out is the exposed binding. Schuster said it’s a design trend: The book’s edges are not wrapped with a hard or soft cover, but intentionally left uncovered so the stitching and glue are bare to the touch.
While there’s nothing unusual about a Smyth-sewn book, what makes this one stand out is the exposed binding. Schuster said it’s a design trend: The book’s edges are not wrapped with a hard or soft cover, but intentionally left uncovered so the stitching and glue are bare to the touch.
 Hole spacing, also known as pitch, refers to the number of holes per inch. For example, a 4:1 pitch means that there are four holes for every inch. There are 10 different pitches available – all serving a purpose – depending on the look one is going for and overall thickness of the project. However, there is no need to worry about having all pitches available – having a couple of them will be enough for most projects. If possible, have a 5:1, 4:1 or 2.5:1. A 5:1 pitch is perfect for calendars, short books/binding edge and thin books/projects. It offers a more appealing look due to the holes being closer together. It is something a project manager may want to suggest to clients, especially when binding short books. A 4:1 pitch can cover a wide range of diameters. It can be used with coil from ¼″ (6.35mm) up to 2″ (50.8mm). This pitch is one to have in inventory. A 2.5:1 pitch is great for larger projects. With a 2.5:1 pitch, a 3 ½″ (88.9 mm) coil can be used. A wider pitch will make the coil easier to insert on thicker projects – something to keep in mind for projects that call for a 2 1/8″ coil or larger.
Hole spacing, also known as pitch, refers to the number of holes per inch. For example, a 4:1 pitch means that there are four holes for every inch. There are 10 different pitches available – all serving a purpose – depending on the look one is going for and overall thickness of the project. However, there is no need to worry about having all pitches available – having a couple of them will be enough for most projects. If possible, have a 5:1, 4:1 or 2.5:1. A 5:1 pitch is perfect for calendars, short books/binding edge and thin books/projects. It offers a more appealing look due to the holes being closer together. It is something a project manager may want to suggest to clients, especially when binding short books. A 4:1 pitch can cover a wide range of diameters. It can be used with coil from ¼″ (6.35mm) up to 2″ (50.8mm). This pitch is one to have in inventory. A 2.5:1 pitch is great for larger projects. With a 2.5:1 pitch, a 3 ½″ (88.9 mm) coil can be used. A wider pitch will make the coil easier to insert on thicker projects – something to keep in mind for projects that call for a 2 1/8″ coil or larger. Wire spirals, not to be confused with Wire-O, are single-loop spirals, just like plastic and aluminum (yes, the same punching and inserting equipment can be used with all three materials). They also come in a variety of colors, including custom colors. One common complaint is that the material is too thin and the spiral could distort after heavy use. This issue easily can be resolved with a little customization – a heavier gauge can be suggested. For example, many menu companies are using heavy-gauge wire for their projects – .055 gauge with a 7 mm spiral coil. Wire spirals also come in various lengths and pitches.
Wire spirals, not to be confused with Wire-O, are single-loop spirals, just like plastic and aluminum (yes, the same punching and inserting equipment can be used with all three materials). They also come in a variety of colors, including custom colors. One common complaint is that the material is too thin and the spiral could distort after heavy use. This issue easily can be resolved with a little customization – a heavier gauge can be suggested. For example, many menu companies are using heavy-gauge wire for their projects – .055 gauge with a 7 mm spiral coil. Wire spirals also come in various lengths and pitches.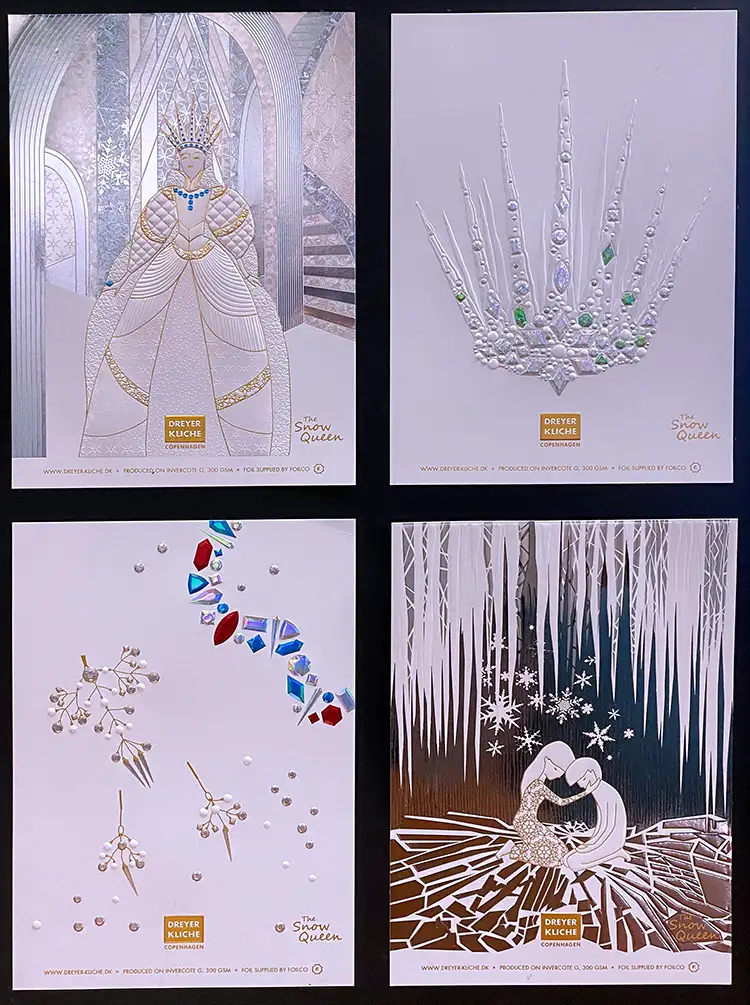 Dreyer Kliche collaborated with Foilco, a company based in Warrington, England, on the hot stamping foils for the project. Several foil colors were incorporated with the use of Dreyer Kliche’s brass engravings for all the foil elements. This included flat stamp and multi-level embossing engravings. Micro-structured patterns also were used in several areas. The micro-structured patterns provide a visual change in the look, as well as add a tactile finish. Dreyer Kliche structured dies can be incorporated into small and larger areas of a foiled image.
Dreyer Kliche collaborated with Foilco, a company based in Warrington, England, on the hot stamping foils for the project. Several foil colors were incorporated with the use of Dreyer Kliche’s brass engravings for all the foil elements. This included flat stamp and multi-level embossing engravings. Micro-structured patterns also were used in several areas. The micro-structured patterns provide a visual change in the look, as well as add a tactile finish. Dreyer Kliche structured dies can be incorporated into small and larger areas of a foiled image.
