

By Liz Stevens, writer, PostPress
“The only real mistake is the one from which we learn nothing” – Henry Ford
Trying, failing and succeeding are part of the business environment. No one succeeds without trying, and no one ever tried without failing at least occasionally. Here are tips for finding value in the inevitable failures experienced by those trying to succeed.
In every new environment and each growth stage
A new business and a growing business must go through trial and error to advance. A new business always is going out on a limb; will the limb hold or fail? A business wading into a new market can get nowhere without taking the first risky step.
In all endeavors, there is potential achievement and the risk of failure. The odds often initially favor defeat, but they trend toward success with repeated enlightened attempts. This advice from the Forbes article, “11 Essential Next Steps for Business Leaders After a Setback,” 1 applies to established businesses and new businesses alike.
Make adjustments to prevent future mistakes
When starting a business, one is literally walking into the unknown with uncertainties haunting every business move. With that said, expect a lot of mistakes as the business evolves. Continual failure is necessary for learning and future success. Leaders must adapt, take notes, adjust to protect the business and put measures in place to mitigate these mistakes from reoccurring. – Tian Derose, EAMA, Inc.
Failure is valuable
Every experience has value but sometimes it takes effort to identify it, especially when it comes to the value of failure. While not welcoming failure, successful businesspeople know that it will occur; they do not fear it or avoid reflecting on it. They know that failure can be a valuable and necessary aspect of learning, growing and improving.
In his article, “The smart way to learn from failure,” 2 author David Robson described the “ostrich effect” that some people employ to avoid facing bad news, disappointment or failure. “Devaluing the source of your disappointment is just one way your mind may avoid coping constructively with failure,” wrote Robson. “Another coping mechanism is to hide your head in the sand, shifting your attention away from the upsetting situation so that you don’t have to process it.” To illustrate this, Robson recounted a study by university researchers to gauge people’s memory of positive and negative experiences.
The people were asked to choose one of two answers to identify objects, and then were told of their hits and misses – a chance to learn from success and failure. In a second round of identifying objects, the participants had learned from their hits but scored no better on their earlier misses. To delve deeper, the researchers conducted another study, asking new participants to review the earlier study participants’ hits and misses, and then to identify the same objects. These people consistently scored higher – they had learned from another person’s hits and from their misses. The takeaway: people often forget their own mistakes but are quite able to learn from someone else’s mistakes.
How, then, to help people recall failures rather than forgetting them? Choosing to view failure as a learning experience rather than as a loss is a good starting point. Approaching failure as an opportunity to learn why the failure occurred and to then apply those lessons moving forward can remove the stigma of defeat. The Forbes article 1 offers a valuable suggestion:
Approach failure like an experiment
… how we handle failure sets the tone for our culture. We focus on the outcome, do our best to avoid shaming our colleagues and approach it almost empirically like a science experiment. Consider what variables you need to change to achieve a different result.– Brian Shore, elevēo
Own failure and seek feedback
Successful business leaders know that failures will happen and that value can be derived from examining them; they openly own their failures and ask for honest feedback. Two things manifest by owning failures and welcoming reactions: leaders model a valuable trait for others to emulate, and leaders receive helpful input for addressing the cause of the failure.
In his TIME article, “Why Your Team Needs a Failure Philosophy,” 3 author Roi Ben-Yehuda noted that most organizations “are hyper-focused on end results, have a low tolerance for experimentation, and provide little time for reflection, all of which create an environment incompatible with learning.” One way to make the most out of failure is to have a business culture with a healthy failure philosophy. During interviews, ask about candidates’ attitudes toward failure. During onboarding, describe the company’s positive philosophy toward failure. In team meetings, acknowledge errors, then search for teachable moments.
Ben-Yehuda had another tip. “Creating rituals around your failure philosophy – a practice adopted by some of the world’s most innovative teams – also helps make failure feel less lonely and more instructive.” In a final point about leaders owning their failures, Ben-Yehuda quoted Navy Seal Team 6 Commander Dave Cooper: “The most important words a leader can say are, ‘I screwed that up.’” For leaders with the courage to freely admit screwups, wrote Ben-Yehuda, “the question isn’t ‘Will we fail?’ but rather, ‘How will we learn from our failures?’”
Analyze failure
Before the “do’s,” here’s an important “don’t” from Steven L. Blue’s Industry Week article, “6 Important Business Lessons I Learned from Failure.” 4
Don’t analyze success
Don’t ever waste time on why something went right. Of course, you should always analyze how you might have done better, but that should not be your focus. You should always do a deep dive on your failures for the lessons they hold.
To learn from failure, examine it closely with a post-failure audit, including analyzing the variables and their weaknesses as a scientist would do following an experiment. Here is how Christian Busch, director of the global economy program at New York University’s Center for Global Affairs, described deriving value from failure in Suvarchala Narayanan’s Strategy+business article, “Connecting the dots in an uncertain world.” 5
Conduct project funerals
When a project – for example, a new technology that was brought to market – doesn’t work out, the respective project manager “lays it to rest” in front of colleagues from other divisions and reflects on why it did not work out and what can be learned from it. This is not about celebrating failure – it’s about celebrating the learning from failure. What often happens is that people in the audience “coincidentally” connect it to a project that they are working on, and elements of the project are then unexpectedly repurposed for another use.
Limit retrospection
Accept the inevitability of failure, own it, acknowledge its value, find its lessons. Then carry on. This Forbes article excerpt 1 wraps it up and puts a bow on turning failure into advantage:
Reflect but do not wallow
After a failure in business, honest reflection is essential to unlock any valuable lessons that can be learned. Then, quickly move on. Do not wallow; instead, examine the situation with an honest eye, adapt and move forward. Leaders who strive to create an environment that normalizes openly discussing failure gain valuable insights and allow for greater opportunities for success the next time around. – Ronke Komolafe, Integrated Physical & Behavioral Health Alliance
References
- Forbes Business Council, “11 Essential Next Steps for Business Leaders After A Setback.” March 27, 2023. Forbes.com. https://www.forbes.com/sites/forbesbusinesscouncil/2023/03/27/11-essential-next-steps-for-business-leaders-after-a-setback/?sh=1708567362cf.
- David Robson, “The Smart Way to Learn from Failure.” October 21, 2022. BBC.com. https://www.bbc.com/worklife/article/20221019-the-smart-way-to-learn-from-failure.
- Roi Ben-Yehuda, “Why Your Team Needs a Failure Philosophy.” August 8, 2022. TIME.com. https://time.com/charter/6204322/failure-philosophy/.
- Steven L. Blue, “6 Important Business Lessons I Learned from Failure.” April 20, 2023. Industry Week. https://www.industryweek.com/leadership/strategic-planning-execution/article/21264377/failure-is-the-gift-that-keeps-on-giving.
- Suvarchala Narayanan, “Connecting the Dots in an Uncertain World.” September 16, 2020. Strategy+business. https://www.strategy-business.com/article/Connecting-the-dots-in-an-uncertain-world.
 When a client asks me to quote a production, the first thing I ask for is an idea of the design. That tells me the story of who will be receiving the piece – whether for a luxury event, direct mail campaign or influencer packaging. The design already might be slotted for an embellishment. I will visit my client or send similar pieces I’ve produced, maybe using different foils or sculptured embossing as a way to start our conversation. By introducing my past experiences in print, it gives the client alternatives that could enhance the end-production. If my client knows exactly what is wanted this time, my samples can help influence future productions.
When a client asks me to quote a production, the first thing I ask for is an idea of the design. That tells me the story of who will be receiving the piece – whether for a luxury event, direct mail campaign or influencer packaging. The design already might be slotted for an embellishment. I will visit my client or send similar pieces I’ve produced, maybe using different foils or sculptured embossing as a way to start our conversation. By introducing my past experiences in print, it gives the client alternatives that could enhance the end-production. If my client knows exactly what is wanted this time, my samples can help influence future productions. The digital world has changed the game for short-run productions. Digital embellishments are like jewelry to me. I find that only some of my clients really know about these enhancements. So, again, samples are important and can change the design in a whole new direction. I find that 80% of all my short-run work now is designed for press. Variable printing can be produced in gold foils and looks great. The price also is very competitive for short-runs with no dies or long makereadies – even when producing a one-off.
The digital world has changed the game for short-run productions. Digital embellishments are like jewelry to me. I find that only some of my clients really know about these enhancements. So, again, samples are important and can change the design in a whole new direction. I find that 80% of all my short-run work now is designed for press. Variable printing can be produced in gold foils and looks great. The price also is very competitive for short-runs with no dies or long makereadies – even when producing a one-off.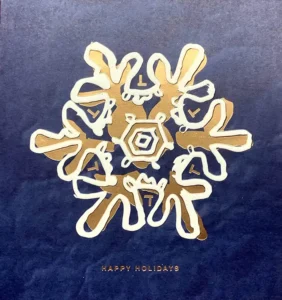 When awarded this holiday card from Lafayette 148, a global lifestyle brand based in the SoHo district in New York City, David Drucker, CEO and founder of highresolution, faced a few challenges in keeping all of the elements pronounced. There were several versions of the inside copy so, he said, it did not make sense to print conventionally. Drucker opted for the HP Indigo.
When awarded this holiday card from Lafayette 148, a global lifestyle brand based in the SoHo district in New York City, David Drucker, CEO and founder of highresolution, faced a few challenges in keeping all of the elements pronounced. There were several versions of the inside copy so, he said, it did not make sense to print conventionally. Drucker opted for the HP Indigo.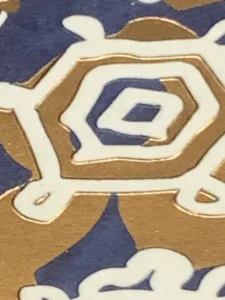 The copper is hot stamped with light pressure. Drucker said he usually would like to push the paper a bit, but the foil needed to be subtle. On the other hand, the blind emboss was created with a sculptured die to help enhance the feel of the white from the sweater.
The copper is hot stamped with light pressure. Drucker said he usually would like to push the paper a bit, but the foil needed to be subtle. On the other hand, the blind emboss was created with a sculptured die to help enhance the feel of the white from the sweater.

 The team at Gravure Choquet created a series of stunning foil-embossed awards, one of which also impressed judges in the 30th annual FSEA Gold Leaf Awards. With this particular piece, Gravure Choquet won Gold under the category of “Best Use of Foil/Embossing – Miscellaneous Product” and Best of Show within all categories for Best Use of Foil and/or Embossing.
The team at Gravure Choquet created a series of stunning foil-embossed awards, one of which also impressed judges in the 30th annual FSEA Gold Leaf Awards. With this particular piece, Gravure Choquet won Gold under the category of “Best Use of Foil/Embossing – Miscellaneous Product” and Best of Show within all categories for Best Use of Foil and/or Embossing. The hard work was just beginning, Robitaille said. More than 35 different versions of the award were manufactured. Within these 35 different versions, there were between eight to 16 passes through the presses, depending on the version. Each framed award was 20 x 14″ in size, creating even more challenges in completing all of the different processes. There were several passes of foil, including flat rainbow foil stamping, silver foil with a textured die and passes of black foil.
The hard work was just beginning, Robitaille said. More than 35 different versions of the award were manufactured. Within these 35 different versions, there were between eight to 16 passes through the presses, depending on the version. Each framed award was 20 x 14″ in size, creating even more challenges in completing all of the different processes. There were several passes of foil, including flat rainbow foil stamping, silver foil with a textured die and passes of black foil.