PostPress
FSEA Releases Repulpability Study in Response to Sustainability Concerns
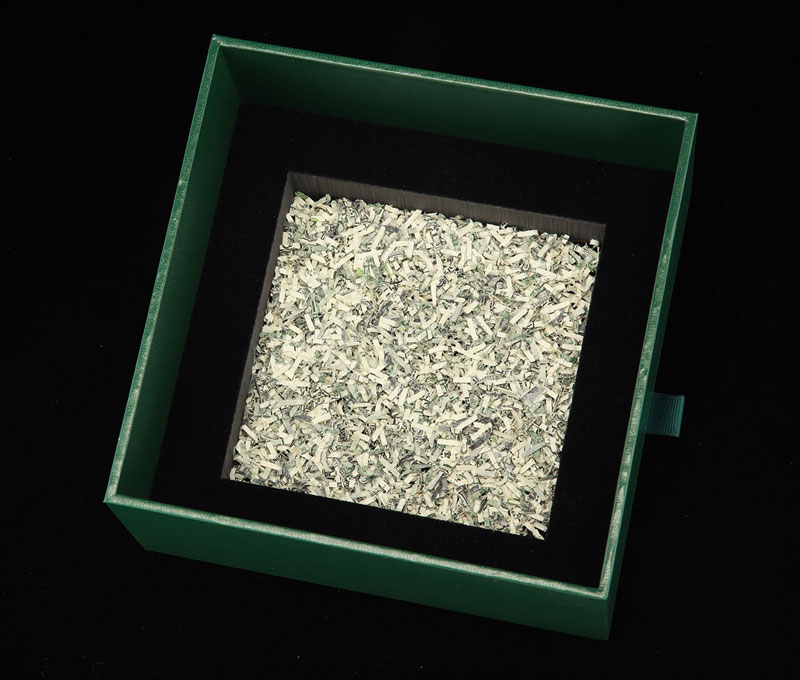
 The Foil & Specialty Effects Association (FSEA) has released a new study on the repulpability of paper decorated with foil, produced in conjunction with the Georgia Tech Renewable Bioproducts Institute. The association has been proactive in working to separate the decorated products that FSEA members provide (produced via hot foil, cold foil and digital foil transfer processes, as well as transfer metallization of board or paper), from the use of foil laminated paper and board, which can be a more difficult product to recycle or repulp. Ten years ago, the association published a study on the Recyclability and Repulpability of Foil Decorated Paper/Board in partnership with Pira International, a third-party research firm located in the United Kingdom.
The Foil & Specialty Effects Association (FSEA) has released a new study on the repulpability of paper decorated with foil, produced in conjunction with the Georgia Tech Renewable Bioproducts Institute. The association has been proactive in working to separate the decorated products that FSEA members provide (produced via hot foil, cold foil and digital foil transfer processes, as well as transfer metallization of board or paper), from the use of foil laminated paper and board, which can be a more difficult product to recycle or repulp. Ten years ago, the association published a study on the Recyclability and Repulpability of Foil Decorated Paper/Board in partnership with Pira International, a third-party research firm located in the United Kingdom.
In 2020, as sustainability issues come to the forefront of the print decorating industry, the association commissioned a second study to be undertaken by the Georgia Tech Renewable Bioproducts Institute. The study demonstrates that foil decorated paper and board do not create problems in the recyclability/repulpability of paper and/or board in a common repulping process. FSEA would like to thank Kurz Transfer Products for its efforts in coordinating the samples needed to conduct the full study. To receive a copy of the study, email jeff@fsea.com.
New FedEx Discounts Available to FSEA Members
![]() FSEA, through its shipping program with PartnerShip, now is offering its members new discounts on FedEx packages. FSEA members now can save 45% on select FedEx Express® services (overnight and second-day services) and 25% on select FedEx Ground® and Home Delivery® services. “The new discount rates for FSEA members are more significant than ever,” stated FSEA Executive Director Jeff Peterson. “Companies can save hundreds of dollars in shipping costs in a calendar year and more than pay for their FSEA membership.” There also are discounts with UPS Freight, YRC and others for LTL freight. To receive further information and to enroll in this special discount program, contact FSEA at brenda@fsea.com or call 785.271.5816.
FSEA, through its shipping program with PartnerShip, now is offering its members new discounts on FedEx packages. FSEA members now can save 45% on select FedEx Express® services (overnight and second-day services) and 25% on select FedEx Ground® and Home Delivery® services. “The new discount rates for FSEA members are more significant than ever,” stated FSEA Executive Director Jeff Peterson. “Companies can save hundreds of dollars in shipping costs in a calendar year and more than pay for their FSEA membership.” There also are discounts with UPS Freight, YRC and others for LTL freight. To receive further information and to enroll in this special discount program, contact FSEA at brenda@fsea.com or call 785.271.5816.
FSEA Welcomes New Board Members


Stefan Congram, The Cartamundi Group, has joined the board of directors for the Foil & Specialty Effects Association. Congram is a dedicated print and packaging specialist with a keen eye for enhancing design, print and finishing. With nearly two decades of experience within the North American print market, he helps to identify trends and bring them to the marketplace through his work with brands and agencies. Congram’s passion lies with the cold foiling process and adapting new materials and technologies to achieve breakthroughs within the industry. He has led beta projects for Kurz Transfer Products, Flint Canada, Eagle Systems, Actega, Univacco and Sun Chemical.
In addition, Michael Aumann has resumed his associate position on the board of directors. Aumann has accepted a new role as senior vice president at LasX Industries in St. Paul, Minnesota.
FSEA Members: Update Your Company’s FinisherFinder Listing
The FSEA reminds its members that now is the time to check each company listing on FinisherFinder.com and update it for 2021. In addition to visibility on the website – which is accessible to printers, graphic designers, ad agencies and others searching for providers of specialty finished goods – the information on the FinisherFinder.com website also is used to create the FSEA Sourcebook, a printed membership directory that is distributed to members and at tradeshows and other events throughout the year. To update a listing, email gayla@fsea.com.